



الزامات اجرای استانداردهای سختگیرانه تر در مورد آلایندگی خودرو و مصرف سوخت باعث شده است که کل صنعت خودرو در تلاش برای رسیدن به این پیشرفت ها باشد.به منظور کاهش مصرف سوخت و انتشار گازهای گلخانه ای، روش سنتی کاهش وزن خودرو بوده است.بنابراین بلوک سیلندر آلیاژ آلومینیوم به جای چدن به یک روند توسعه تبدیل شده است.علاوه بر این، راندمان احتراق موتور را می توان با کاهش اصطکاک داخل موتور به طور قابل توجهی بهبود بخشید.از این رو فناوری جدید موتور خودرو "Cylinder Liner less" توجه بسیاری از خودروسازان را به خود جلب کرده است.
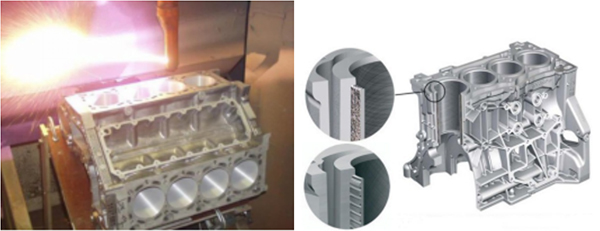
فن آوری کمتر سیلندر موتور(های) خودرو با معرفی فناوری پاشش حرارتی انجام شد.استفاده از پاشش حرارتی در طول فرآیند تولید بلوک موتور انجام می شود.این اسپری روی سطح سوراخ های سیلندر موتور آلومینیومی پیش تصفیه شده اعمال می شود.این اسپری یک لایه مقاوم در برابر سایش از پوشش آلیاژ کم کربن اضافه می کند تا جایگزین آستر سیلندر چدنی سنتی شود.پردازش بلوک های سیلندر بدون آستر شامل اجزای کلی سیستم و کاربردهای زیر است:
● ریخته گری
● ماشینکاری خشن بلوک سیلندر
● بافت دهی و خشن کردن سوراخ سیلندر
● پیش گرم کردن سطح
● پاشش حرارتی
● پایان ماشینکاری
● سنگ زنی را تمام کنید
فرآیندهای کلیدی تکنولوژی آستر سیلندر کمتر بر روی سطوح کواکسیال (دو استوانه ای که سطوح استوانه ای آنها از خطوطی تشکیل شده است که از دایره های متحدالمرکز در یک صفحه معین عبور می کنند و عمود بر این صفحه هستند) با زبر کردن سطح استوانه انجام می شود.این امر توسط:
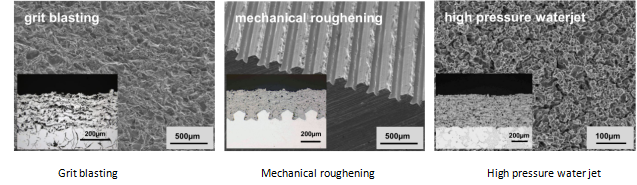
هدف از زبری سطح، افزایش سطح برای تشکیل ساختاری سطحی است که به پوشش اجازه می دهد تا به طور مکانیکی به سطح زیرلایه بچسبد، نیروی مکانیکی گزش پوشش را به زیرلایه افزایش دهد و سطح را بیشتر فعال و تقویت کند. قدرت اتصال موادزبری سطح به روش های مختلفی مانند سنگ ریزه، زبری مکانیکی و زبری با جت آب با فشار بالا انجام می شود.بلاست گریت متداول ترین روش زبری مورد استفاده است و برای تمام زبری سطوح فلزی کاربرد دارد.
سطوح فلزی را می توان متعاقبا تمیز کرد، زبر کرد و پس از سندبلاست بسیار واکنش پذیر می شود.سپس این سطح زبر شده با هوای خشک فشار بالا بدون روغن قبل از اعمال فرآیند پاشش تمیز می شود.
خشن کردن (فعال سازی سطحی) با استفاده از ماشین نیز قابل انجام است.و فرآیندهایی وجود دارد که به موجب آن سطح آلومینیوم به یک کانتور مشخص تبدیل می شود.این کار با استفاده از مرکز ماشینکاری تک محوره و استفاده از ابزارهای برش درج شده انجام می شود.این پردازش یک بار برای تکمیل ویژگی ها در یک رویکرد مقرون به صرفه است.در مورد سیلندرهای چدنی با ساییدگی بسیار قدیمی، سایش و پارگی بیش از حد ابزار ایجاد شده است که اغلب از نظر اقتصادی غیرقابل قبول است.
زبر کردن جت آب با فشار بالا فقط برای سیلندر آلومینیومی قابل استفاده است و برای سیلندر چدن قابل اجرا نیست.در فرآیند واتر جت از ساینده های گران قیمت استفاده نمی شود.با این حال استفاده مستقیم از جت مایع روی سطح بستر تنها زمانی انجام می شود که سطح خشک باشد.و حتی در این صورت مقدار زبری سطح در مقایسه با سایر فرآیندها نسبتاً کم است.
زبری سطح به عنوان یک فرآیند کلیدی در فناوری غیر سیلندر به طور مستقیم بر استحکام اتصال و خواص پوشش پوشش تأثیر می گذارد.بنابراین، توجه به فرآیند زبری سطح در استفاده از فناوری بلوک سیلندر کمتر ضروری است.انتخاب روش زبر مناسب برای دستیابی به بهترین فعال سازی سطح و راندمان تولید بسیار مهم است.
زمان ارسال: مه-26-2021



